
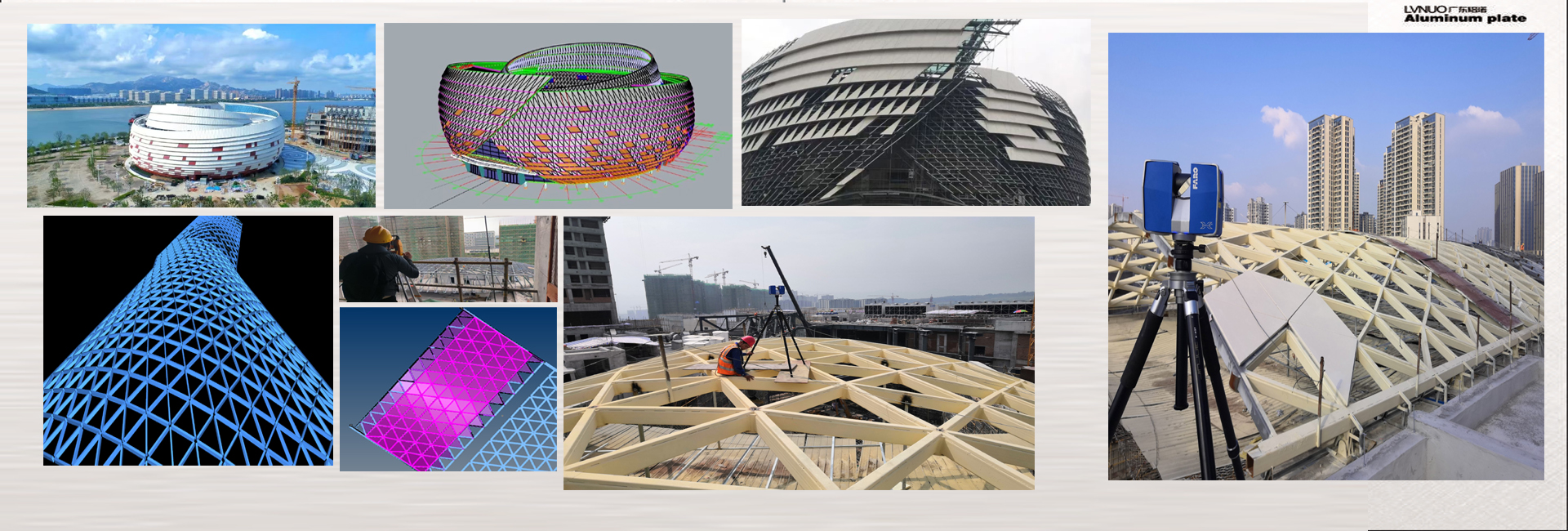
**氣象偵測站球體雙曲鋁板生產流程及現場安裝流程說明**
氣象偵測站外觀採用球形雙曲鋁板帷幕牆造型,整體呈現流線型,結構複雜、加工精度要求極高。
1. **建模與深化設計**
在設計階段,使用 **Rhino(犀牛)軟體**進行三維建模,結合Grasshopper參數化工具,精確分割球體表面曲面。透過BIM平台與施工圖融合,將球體外皮拆分成若干塊雙曲鋁板,並為每塊板件產生唯一編號,確保加工與安裝一一對應。
2. **雙曲鋁板生產流程**
* **開料與預彎**:根據模型數據,數控切割鋁板毛坯,預留安裝餘裕。
* **模具成型**:採用數控拉伸、液壓模具及張拉成型工藝,逐塊板件進行冷壓或熱彎處理。
* **焊接與打磨**:在鋁板背面焊接加強筋及掛耳,焊接處打磨平整,確保曲面過渡自然。
* **表面處理**:成型後經拋光、噴塗氟碳漆工藝,確保表面平整度與耐候性能。
* **品質控制**:每塊板件以三維掃描儀複測,與犀牛建模資料比對,誤差控制在±2mm。
3. **現場安裝工藝**
* **測量與放樣**:利用全站儀在鋼結構骨架上放樣,確保安裝點與三維模型吻合。
* **骨架焊接**:在主體鋼環樑和立柱上焊接次龍骨,要求球體誤差不超過±5mm。
* **板塊吊掛與固定**:每塊鋁板依編號順序吊裝就位,採用專用卡具和掛耳與龍骨連接,逐塊校正曲率與縫隙。
* **收口與打膠**:在球體拼縫位置採用耐候膠收口,確保外觀連續性與氣密性。
4. **惡劣氣候下施工**
工程施工期間正值冬季,現場持續大雪,氣溫低至-15℃。施工條件極為艱苦:
* 施工人員必須穿戴防寒防滑裝備,施工平台定時清理積雪。
* 焊接作業搭設臨時圍護與加熱裝置,確保焊接品質。
* 打膠工序需在加溫帳篷內完成,防止低溫導致矽酮膠固化不良。
* 為確保工期,現場採取「晝夜兩班倒」模式,機械與人工配合完成吊運。
最終,在複雜曲面、極端氣候條件下,球體雙曲鋁板順利完成安裝,整體外觀流暢圓潤,滿足了氣象檢測站高標準的功能與美學需求。
